石材磨小斜边出现喇叭口?磨好小斜边的几个工艺方法你知道吗
磨小斜边是石材产品加工中最普通的工艺,也是最基本的工艺,许多的产品磨小斜边边形。石材的样品磨小斜边;石材墙面磨小斜边;石材台面板磨小斜边;石材圆弧面磨小斜边;石材的背景墙磨小斜边,总之,石材的任何产品都可以磨小斜边的边形来增加石材产品的立体感。图1~图5都是磨了小斜边的墙面、洗手台、背景墙产品。



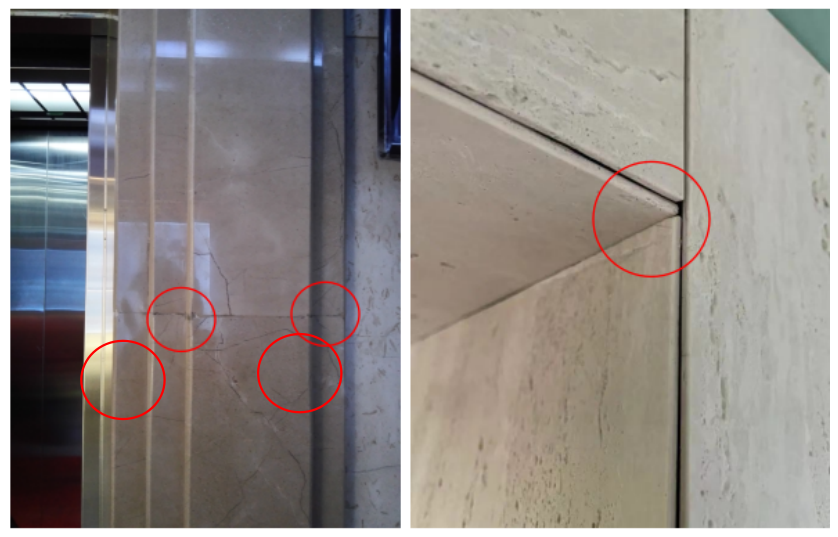
20年前笔者所管理的工厂给日本客户磨几件100*100小斜边的样品。样品送给客户后,客户不满意所磨的小斜边质量。因为样品的小斜边磨的不直,且在出口处呈现喇叭口的形状,客户要求重新加工几件。重新加工的虽然比前次加工的小斜边质量有所改善,但日本的客人还是不满意。日本客户告诉我们如何磨好小斜边的质量,按客人告诉的方法磨的小斜边终于通过了日本客人的验收。从这件磨小斜边的案例启示我们,看似简单的小斜边,要加工好也是有其遵守的工艺方法的。工艺方法不对,要磨好小斜边很难的。
图6



小斜边不出现喇叭口最好方法采用全自动连续磨边机磨边,用全自动连续磨边机磨小斜边不仅光度好,而且所磨小斜边的直线度直,不会出现喇叭口。

图12
对一些弯位磨小斜边,拐角磨小斜边(图14),不能用机器磨的小斜边,可采用画线法磨小斜边(图14),磨小斜边时沿着线打磨抛光,磨出的小斜边就不会出现喇叭口形状了。

图13 图14
