GB/T19766-2016天然大理石建筑板材
前言
本标准按照GB/T 1.1-2009给出的规则起草。
本标准代替GB/T 19766-2005《天然大理石建筑板材》,与GB/T 19766-2005相比,除编辑性修改外主要技术变化如下:
取消了耐磨度术语,引用GB/T 13890和JC/T 202标准术语(见第3章,2005年版第3章);
细分了大理石石材种类和相应物理性能指标要求(见4.1.1,6.3,2005年版5.6.2);
增加了毛光板产品分类、技术要求和检验方法(见4.1.2、6.1.1、7.1.17.1.2);
增加了异型板产品分类、加工质量要求(见4.1.2、6.1.11);
增加了表面加工的分类和粗面板的平面度、直线度、线轮廓度要求
(见4.1.36.1.4、6.1.5,2005年版5.1.3,5.1.4);
更改了等级名称(见4.2,2005年版4.2);
石材命名采用统一编号标准名称或编号(见4.3.1,2005年版4.3.1);
增加了一般要求,包括普型板推荐尺寸、背网胶、石材防护剂要求(见第章);
取消了干挂板材厚度要求(见6.1.2.2005年版5.2.1);
调整了平面度、直线度测量精度要求(见7.1.5、7.1.6.2005年版6.2.1、6.2.2.1);
增加了石材岩相分析方法(见7.3.1);
增加了体积密度、吸水率度.2、7.3.3);
取消了耐磨性试验方法附录,采用石材试验方法标准内容(见7.3.5,2005年版6.5.5)。
本标准由中国建筑材料联合会提出。
本标准由全国石材标准化技术委员会(SAC/TC 460)归口。
本标准负责起草单位:中材人工品体研究院(国家石材质量监督检验中心)、北京中材人工品体研究院有限公司。
本标准参加起草单位:环球石材(东莞)有限公司、深圳康利工艺石材有限公司、福建省凤山石材集团凤凰山装饰工程有限公司、福建泉州南星大理石有限公司、北京天地英良石材有限责任公司、福建溪团凤凰山装饰工程有限公司、福建泉州南星大理石有限公司、北京天地英良石材有限责任公司、福建溪石股份有限公司、施朗格(漳州)建材科技有限公司、北京正山博石工贸有限公司、内外矿业(中国)有限公司、东莞市东成石材有限公司、福建省华辉石业股份有限公司、基石伟业(厦门)环保科技有限公司、万隆石业(福建)有限公司、福建省东升石业股份有限公司、福建南安市联峰美石材有限公司、福建省南安市万灵石艺有限公司、北京荔刚石材有限公司。
本标准主要起草人:周俊兴、魏艳、朱新胜、肖明贵、刘武强、吴解放、蔡小楷、张宝江、王伯瑶、汤金发、马正山、王荣平、陈润林、王清安、刘旭臻、吕安民、王尚云、李成郎、李泽生、黄文庆。
1 范围
本标准规定了天然大理石建筑板材(以下简称板材)的术语和定义、分类、等级及标记、材料要求、技术要求、测量方法、检验规则以及标志、包装、运输与贮存。本标准适用于建筑装饰用天然大理石板材,其他用途的天然大理石板材可参照采用。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志
GB/T 9966.1 天然石材试验方法 第1部分:干燥、水饱和、冻融循环后压缩强度试验方法GB/T 9966.2 天然石材试验方法 第2部分:干燥、水饱和、冻融循环后弯曲强度试验方法GB/T 9966.3 天然石材试验方法 第3部分:体积密度、真密度、真气孔率、吸水率试验方法GB/T 9966.4 天然石材试验方法 第4部分:耐磨性试验方法
GB/T 13890 天然石材术语
GB/T 13891 建筑饰面材料镜向光泽度测定方法
GB/T 17670 天然石材统一编号
GB/T 18601-2009 天然花岗石建筑板材
GB 24264 饰面石材用胶粘剂
GB/T 32837 天然石材防护剂
JC/T 202 天然大理石荒料
3 术语和定义
GB/T 13890和JC/T 202界定的术语和定义适用于本文件。
4 分类、等级及标记
4.1 分类
4.1.1 按矿物组成分为:
a方解石大理石(代号为FL);
b 白云石大理石(代号为BL);
c蛇纹石大理石(代号为SL)。
4.1.2 按形状分为:
a 毛光板(代号为MG);
b普型板(代号为PX);
c圆弧板(代号为HM);
d 异型板(代号为YX)。a) 镜面板(代号为JM);b) 粗面板(代号为CM)。
4.1.3 按表面加工分为:
4.2 等级
按加工质量和外观质量分为A、B、C三级。
4.3标记
4.3.1 名称:采用GB/T 17670标准规定的名称或编号。
4.3.2 顺序:名称、类别、规格尺寸、等级、标准编号。
4.3.3 示例:用房山汉白玉大理石荒料加工的600 mmx600 mmx20 mm普型、A级、镜面板材示例如下:
标记:房山汉白玉大理石(或M1101)BL PX JM 600X 600X 20 A GB/T 19766-2016。
5 材料要求
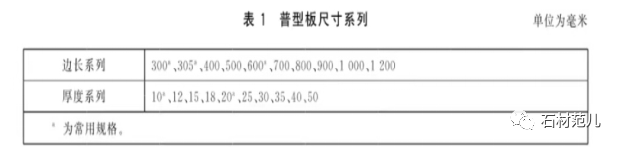
5.1 普型板的尺寸系列见表1.圆弧板、异型板和特殊要求的普型板规格尺寸由供需双方协商确定
5.2坚固性差的板材应采用背网加固,背网用胶粘剂应使用饰面石材用胶粘剂,其性能应符合GB 24264要求,并应有增强粘结性的措施。
5.3 板材应选用适宜的防护剂进行表面处理,防护剂应符合GB/T 32837要求。
6 技术要求
6.1 加工质量
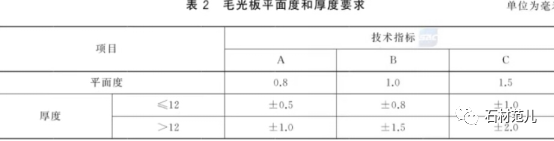
6.1.1 毛光板平面度公差和厚度偏差应符合表2的规定。
表2 毛光板平面度和厚度要求6.1 加工质量
6.1.1 毛光板平面度公差和厚度偏差应符合表2的规定。
表2 毛光板平面度和厚度要求
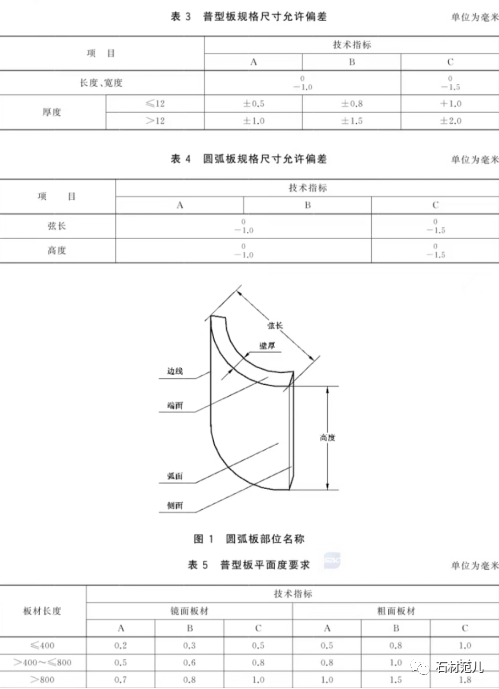
6.1.2 普型板规格尺寸允许偏差应符合表3的规定。
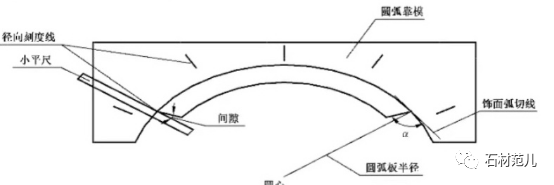
6.1.3 圆弧板壁厚最小值应不小于20mm,规格尺寸允许偏差见表4。圆弧板各部位名称如图1所示。6.1.4 普型板平面度允许公差见表5。
6.1.5 圆弧板直线度与线轮廓度允许公差见表6。6.1.6 普型板角度允许公差见表7。
表 3 普型板规格尺寸允许偏差
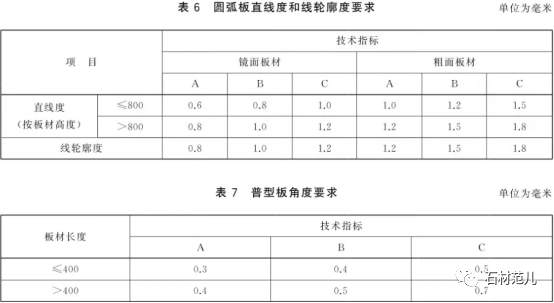
6.1.7 圆弧板端面角度允许公差:A级为0.4mm,B级为0.6mm.C级为0.8 mm。
6.1.8 普型板拼缝板材正面与侧面的夹角不得大于90。
6.1.9圆弧板侧面角a(见图5)应不小于90°。
6.1.10 镜面板材的镜向光泽度应不低于70光泽单位,圆弧板镜向光泽度以及光泽度有特殊需要时由供需双方协商确定。
6.1.11 异型板的检验项目、偏差和方法由供需双方协商确定。
6.2 外观质量
6.2.1同一批板材的色调应基本调和,花纹应基本一致。
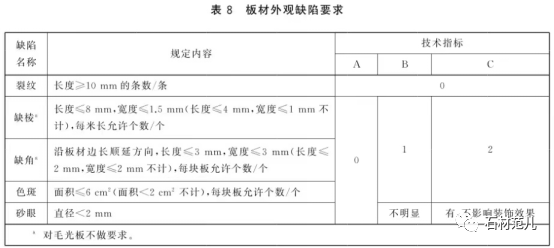
6.2.2 板材正面的外观缺陷应符合表8规定。
6.2.3 板材允许粘接和修补,粘接和修补后应不影响板材的装饰效果,不降低板材物理性能。
6.3物理性能
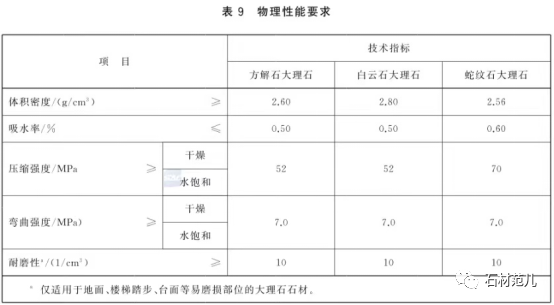
板材的物理性能应符合表9的规定,工程对板材物理性能项目及指标有特殊要求的,按工程要求执行。
7 测量方法
7.1 加工质量
7.1.1 毛光板平面度
将平面度公差为0.1 mm 的1.000 mm 钢平尺分别自然贴放在距板边50mm处和被检平面的两条对角线上,用塞尺测量尺面与板面的间隙。当被检边长或对角线长度大于1000 mm时,用钢平尺沿边长和对角线分段检测,重叠位置不应小于钢平尺长度的1/3。以最大间隙的测量值表示毛光板的平面度公差,测量值精确到0.1 mm。
7.1.2 毛光板厚度
用游标卡尺或能满足精度要求的量器具测量毛光板的厚度,测量4条边的中点部位(见图3)。分别用测量值的最大值和最小值与标称值之间偏差表示毛光板厚度的尺寸偏差,测量值精确到0.1 mm。7.1.3 普型板规格尺寸
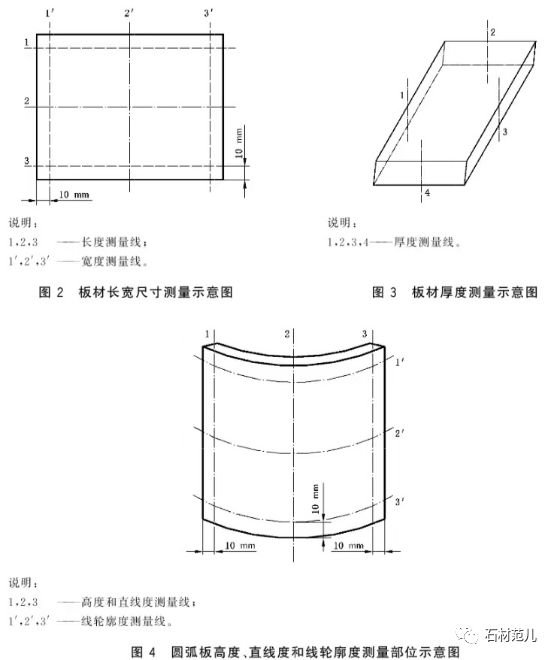
用游标卡尺或能满足精度要求的量器具测量板材的长度、宽度、厚度。长度、宽度分别在板材的3个部位测量(见图2),厚度测量4条边的中点部位(见图3)。分别用测量值的最大值和最小值与标称值之间偏差表示长度、宽度、厚度的尺寸偏差,测量值精确到0.1 mm。
7.1.4 圆弧板规格尺寸
用游标卡尺或能满足测量精度要求的量器具测量圆弧板的弦长、高度及最小壁厚。在圆弧板的两端面处测量弦长(见图1)。在圆弧板端面与侧面测量壁厚(见图1);圆弧板高度测量部位如图4所示。分别用测量值的最大值和最小值与标称值之间偏差表示弦长、高度及壁厚的尺寸偏差,测量值精确到0.1 mm。7.1.5 普型板平面度
将平面度公差为0.1 mm的1 000 mm 钢平尺分别自然贴放在距板边10 mm处和被检平面的两条对角线上,用塞尺测量尺面与板面的间隙。当被检面边长或对角线长度大于1000 mm时,用钢平尺沿边长和对角线分段检测,重叠位置不应小于钢平尺长度的1/3。以最大间隙的测量值表示板材的平面度公差,测量值精确到0.1 mm。
7.1.6 圆弧板直线度
将平面度公差为0.1 mm的1.000 mm钢平尺沿圆弧板母线方向贴放在被检弧面上,用塞尺测量尺面与板面的间隙,测量位置如图4所示。当被检圆弧板高度大于1000mm时,用钢平尺沿被检测母线分段测量,重叠位置不应小于钢平尺长度的1/3。以最大间隙的测量值表示圆弧板的直线度公差,测量值精确到0.1 mm。
7.1.7 圆弧板线轮廓度
采用精度为0.1 mm的圆弧靠模自然贴靠被检弧面,圆弧靠模的弧长与被检弧面的弧长之比应不小于2:3,用塞尺测量尺面与圆弧面之间的间隙,测量位置如图4所示。以最大间隙的测量值表示圆弧板的线轮廓度公差,测量值精确到0.1 mm。
7.1.8 普型板角度
用内角垂直度公差为0.13mm,内角边长为500 mmx400 mm的90°钢角尺。将角尺短边紧靠板材的短边,长边贴靠板材的长边,用塞尺测量板材长边与角尺长边之间的最大间隙。测量板材的4个角,以最大间隙的测量值表示板材的角度公差,测量值精确到0.1 mm。
7.1.9 圆弧板角度
用内角垂直度公差为0.13mm,内角边长为500 mmx400 mm 的90°钢角尺。将角尺短边紧靠圆弧板端面,用角尺长边贴靠圆弧板的边线,用塞尺测量圆弧板边线与角尺长边之间的最大间隙。测量圆弧板的4个角,以最大间隙的测量值表示圆弧板的角度公差,测量值精确到0.1 mm。
7.1.10 普型板正面与侧面夹角
用内角垂直度公差为0.13 mm,内角边长为500 mmx400 mm的90°钢角尺,将角尺短边紧靠装饰面,用角尺长边贴靠侧面,观察间隙的位置确定夹角的大小。
7.1.11 圆弧板a角
将圆弧靠模贴靠圆弧板装饰面并使其上的径向刻度线延长线与圆弧板边线相交,将小平尺沿径向刻度线置于圆弧靠模上,测量圆弧板侧面与小平尺间的夹角(见图5)。
7.1.12 镜向光泽度:
采用60°人射角、光孔直径不小于18 mm 的光泽度仪,按GB/T 13891的规定试验。
7.2外观质量
7.2.1 花纹色调
将协议板与被检板材并列平放在地上,距板材1.5m处站立目测。7.2.2 缺陷
用游标卡尺或能满足精度要求的量器具测量缺陷的长度、宽度,测量值精确到0.1mm。7.3 物理性能
7.3.1 岩相分析
按GB/T 18601-2009附录A的试验方法进行,通过主要的物成分和结构划分石材种类。7.3.2体积密度、吸水率
按GB/T 9966.3的规定试验;在无法满足GB/T9966.3规定的试样尺寸时,应从具有代表性的板材产品上制取 50 mmx50 mmx板材厚度的试样,其余按GB/T 9966.3的规定进行。采用该方法时应在报告中注明样品尺寸。
7.3.3 压缩强度
按GB/T9966.1的规定试验;在无法满足GB/T 9966.1规定的试样尺寸时,可采用尺寸不小于20 mmx20 mmx20 mm 的典型试样进行试验,采用该种方法时应在报告中注明。
7.3.4 弯曲强度
按GB/T 9966.2的规定试验。
7.3.5 耐磨性
按GB/T 9966.4 中方法 A 进行。
8 检验规则
8.1 出厂检验
8.1.1 检验项目
检验项目内容包括:
a毛光板为厚度偏差、平面度公差、镜向光泽度、外观质量:
b普型板为规格尺寸偏差、平面度公差、角度公差、镜向光泽度、外观质量;
c圆弧板为规格尺寸偏差、角度公差、直线度公差、线轮廓度公差、外观质量;
d异型板按供需双方协商确定的加工质量项目和外观质量。
8.1.2组批
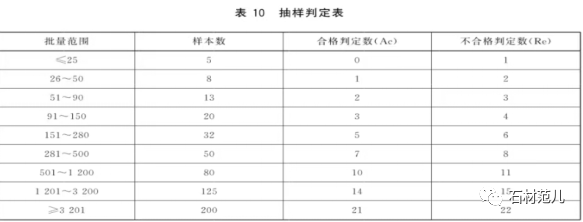
同一品种、类别、等级、同一供货批的板材为一批,或按连续安装部位的板材为一批。8.1.3 抽样根据表10抽取样本。
8.1.4 判定
单块板材的所有检验结果均符合技术要求中相应等级时,则判定该块板材符合该等级。根据样本检验结果,若样本中发现的等级不合格数小于或等于合格判定数(Ac),则判定该批符合该等级;若样本中发现的等级不合格数大于或等于不合格判定数(Re),则判定该批不符合该等级
8.2 型式检验
8.2.1 检验项目
检验项目按第6章规定全检。
8.2.2 检验条件
有下列情况之一时,进行型式检验:
a 新建厂投产:
b荒料、生产工艺有重大改变;
e正常生产时,每一年进行一次。
8.2.3 组批
同出厂检验。
8.2.4抽样
加工质量、外观质量的抽样同出厂检验,其余项目的样品从检验批中随机抽取制备双倍数量样品。8.2.5 判定
体积密度、吸水率、压缩强度、弯曲强度、耐磨性的试验结果中,均符合第6章相应要求时,则判定该批板材以上项目合格;有两项及以上不符合第6章相应要求时,则判定该批板材为不合格;有一项不符合第6章相应要求时,利用备样对该项目进行复检,复检结果合格时,则判定该批板材以上项目合格,否则判定该批板材为不合格。其他项目检验结果的判定同出厂检验。
9标志、包装、运输与贮存
9.1标志
9.1.1 板材外包装应注明:企业名称、商标、标记;应有"向上"和"小心轻放"的标志并符合GB/T 191中的规定。
9.1.2对安装顺序有要求的板材,应在每块板材上标明安装序号。
9.2 包装
9.2.1 按板材品种、等级等分别包装,并附产品合格证(包括产品名称、规格、等级、批号、检验员、出厂
日期);板材光面相对且加垫。
9.2.2 包装应满足在正常条件下安全装卸、运输的要求。
9.3运输
板材运输过程中应防碰撞、滚摔。
9.4 贮存
9.4.1 板材应在室内贮存,室外贮存应加遮盖。
9.4.2按板材品种、规格、等级或工程安装部位分别码放。
参考文献
[1] GB/T 2828.1-2003 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划
[2] ASTM C503/C503M-10 Standard Specification for Marble Dimension Stone
[3]ASTM C1526-08Standard Specification for Serpentine Dimension Stone
素材来源于网络整理
END